Линия подготовки, окраски и сушки рам КАМАЗа
К специализированным линиям покраски предъявляются особенные требования. Полное соответствие им – важнейший пункт в создании качественного покрытия, особенно в режиме серийного производства.
Наименование и краткая характеристика оборудования
Линия окраски предназначена для окраски рам автомобилей КАМАЗ эмалью ЭП- 1236 методом пневмораспыления в 2 слоя («мокрый по мокрому») с последующей сушкой.
Исходные данные для разработки:
- изделия, подлежащие окраске в заказываемой камере: рама в сборке;
- номер чертежа -280001О для всех моделей автомобиля КамАЗ;
- габаритные размеры - 12000х1600х700 мм;
- вес – 1,5 т;
- группа сложности- 111;
- максимальная окрашиваемая площадь - 30 м2;
- доля наружной поверхности - 55%, доля внутренней поверхности -45%;
- Соотношение окрашиваемых площадей рамы (нижняя и верхняя части) 50:50 (по 15 м2);
- Покрытие поступающих изделий: анафорезный грунт AQUA AED200, толщина покрытия 21±4мкм.
Содержание операций, подлежащих выполнению:
- Установка рам на окрасочную оснастку с помощью погрузчика.
- Транспортирование тележки с рамой в камеру протирки.
- Ручная обработка поверхности рамы растворителем и липкими салфетками.
- Установка заглушек на резьбовые отверстия и поверхности.
- Транспортирование тележки с рамой в камеру окраски.
- Окрашивание поверхности рамы в сборе двухкомпоненой эмалью ЭП-1236 методом пневмораспыления в два слоя с выдержкой между слоями («мокрый по мокрому»). Допускается также применение эмали ЭП-1236 ТМХС, эмали ЭП-1236М.
- Подача эмали от красконагнетательноrо бака объемом 60л. Приготовление эмали производится в действующем КПО.
- Растекание - 10 минут.
- Транспортирование тележки с рамой в камеру сушки.
- Конвективная сушка окрашенной поверхности при температуре 80°С в течение 30 минут.
- Автоматический обдув рам.
- Транспортирование тележки с рамой к выходу из камеры сушки. При окраске рам для автомобилей ЗИСТ МО РФ наносится дополнительно 2 слоя эмали и повторно выполняются окрашивание, растекание и сушка изделий.
- Исправление дефектов покрытия.
- Съем заглушек с резьбовых отверстий и поверхностей.
Требуемая производительность:
- Годовая программа выпуска деталей - 24000 рам.
- Режим работы - 3-х-сменный, 5 дней в неделю.
- Коэффициент использования оборудования Ки - 0,85.
- Действительный годовой фонд времени - 4815 часов.
Требуемая точность оборудования
- Внешний вид покрытия должен соответствовать ГОСТ 9.032-80.
- Не допускаются дефекты, влияющие на защитные свойства покрытия - поры, кратера, сморщивание и др.
- Допускается шагрень.
- Для рам в тропическом исполнении и для ПЗ толщина покрытия эмалью 30- 50 мкм, комплексного покрытия 50-80 мкм.
- Для рам для автомобилей направления ЗИСТ МО РФ толщина покрытия эмалью 55-60 мкм, комплексного покрытия - не менее 80 мкм.
Дополнительные данные, характеризующие условия обработки
Камера окраски:
- конструкция проходного типа с нижним отсосом воздуха через гидроциклоны. Принудительная подача воздуха должна осуществляться через фильтры по всей длине камеры;
- для подготовки приточного воздуха в составе оборудования предусмотреть кондиционер;
- окрасочная камера должна комплектоваться ванной декантации для коагуляции не осевшей на детали эмали;
- освещение в камере окраски должно быть 800 люкс и выполнено с учетом взрывобезопасности;
- Конструкция должна обеспечивать удобство для чистки гидрофильтров.
Камера протирки: с нижним отсосом воздуха. Принудительная подача воздуха должна осуществляться через фильтры по всей длине камеры.
Камера сушки:
- между камерами окраски и сушки должна быть камера растекания с продолжительностью 10 минут при температуре 30°С.
- камера сушки проходного типа, конвекционная с принудительной циркуляцией воздуха, с газовым обогревом
- процесс контроля и поддержания режимов должен быть автоматическим.
- входные и выходные проемы должны быть выполнены с тепловым затвором. В камере должны быть выделены зоны нагрева и выдержки, обеспечивающие плавное повышение температуры.
- время достижения заданной температуры в камере сушки должно составлять не более получаса.
- необходимо укомплектовать камеру сушки установкой термического дожига удаляемых газов.
- зона обдува должна обеспечивать охлаждение поверхности рамы до 40°С.
Транспортирование по линии окраски - по предложению проектировщика.
Сведения об используемых материалах
Эмаль ЭП-1236, ТУ 6-10-2095-87 (изм. №№1, 2 ,3 ,4) представляет собой двухкомпонентную систему, состоящую из полуфабриката эмали и отвердителя №1 по ТУ 6-10-1263-77 (50% раствор гексаметиленлиамина в этиловом спирте).
В состав готовой к употреблению эмали входят следующие вредные вещества:
- ацетон;
- бутилацетат;
- ксилол;
- эпилхлоридин;
- этиловый спирт;
- гексаметилендиамин;
- хроматы;
- фосфат цинка;
- дифенилпропан.
Растворитель Р-5А ГОСТ 7827-74. Состав:
- ацетон;
- ксилол;
- толуол;
- сольвент;
- бутилацетат.
Общие сведения
Род электротока и напряжение в сети на заводе заказчика:
- электроэнергия – трехфазный ток Зх380/220В, 50 Гц;
- управляющее напряжение – 220В, 50 Гц;
Наличие на предприятии-заказчике пневматической сети:
- сжатый воздух - 6 кгс/см2.
Природный газ:
- давление – 0,6 кгс/см2;
- плотность по воздуху – 0,686 кг/м3;
- теплотворная способность – 7910 кКал/м3.
Комплект поставки
С оборудованием поставляются:
- Красконагнетательные баки объемом - 60 литров - 4 штуки. Бак представляет собой емкость с герметично закрывающимися крышками, оснащенными регуляторами давления с манометром, предохранительным клапаном, клапаном сброса давления, горловиной, закрываемой крышкой. Обязательно наличие мешалки.
- Фильтры-влагоотделители предназначены для удаления воды из промышленного воздуха, с уровнем фильтрации 5 микрон - 4 штуки.
- Винтовой компрессор - 1 штука:
- производительность - 5800 л/минута;
- давление - 8 бар;
- мощность- 30 кВт;
- питание - 380 Вольт.
- Сменный комплект напольных решеток.
Дополнительные требования
- Поставщиком оборудования должна быть разработана, и поставлена универсальная окрасочная оснастка.
- Оборудование должно быть укомплектовано необходимыми контрольно измерительными приборами.
- Температура в ОСК должна поддерживаться автоматически в установленных пределах в течение всего рабочего времени.
- Поставщик вместе с документацией на дисках CD/DVD передает ЗD модели оборудования, соответствующие следующим требованиям:
Требования к составу 3D моделей:
- Камера должна быть представлена в виде ЗD-модели на указанных в данном ТЗ площадях.
- 3D модель оборудования должна представлять собой сборочный узел, и иметь структуру, состоящую из внешне видимых элементов.
- Элементы оборудования, не видимые внешне, могут не входить в предоставляемую 3D модель.
- ЗD модель оборудования должна иметь внешние габариты, детальное описание элементов рабочей зоны, видимые подвижные элементы должны быть описаны отдельными телами.
- Должны быть представлены имитационные модели ключевых операций (по согласованию с Заказчиком) в ПО Siemens Process Simulate для исключения ошибок и принятия оптимального решения на этапе проектирования процессов и оборудования.
Требования к характеристикам ЗD моделей:
- Все элементы ЗD-модели должны быть твёрдыми телами, а не набором поверхностей или листовых тел.
- Сборочный узел должен иметь структуру, состоящую из элементов, входящих в данную сборку (не одним цельным объектом).
Характеристики и особенности готового проекта фиксированы и ориентированы, в первую очередь, на покраску определенных изделий. Только при грамотном инженерном подходе возможно внесение некоторых изменений в конструкцию.
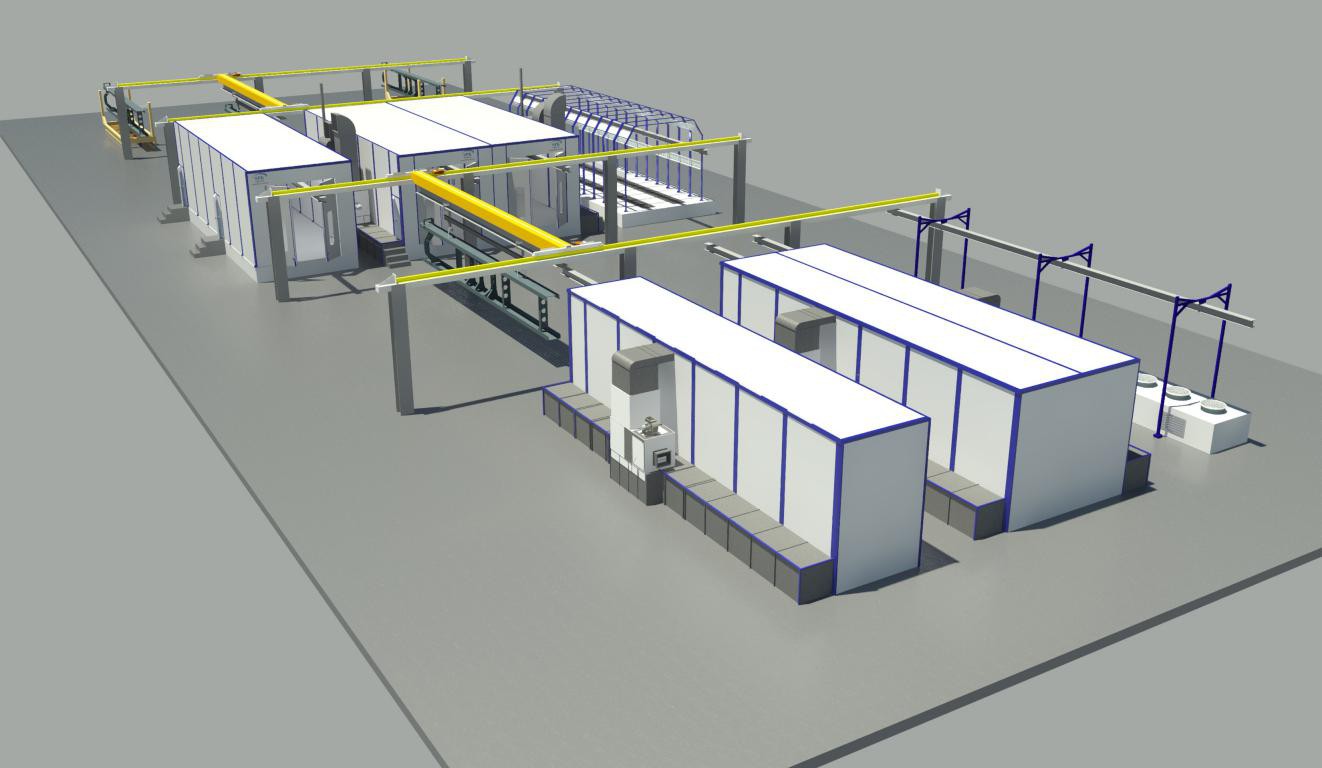
Решение по Комплексу окраски от SPK
Комплекс окраски рам от SPK – это готовое решение для покрасочного производства. Его нельзя назвать компактным, но он подходит для использования средними и крупными производствами. Что необходимо знать об этом комплексе для грамотной оценки его эффективности?
Комплекс применяется для подготовки поверхности к окраске последующей сушке. Он включает в себя 6 камер и 2 зоны, соединённых верхней транспортной системой. Не предназначен для установки на улице и требует ровного бетонного основания.
Оборудование работает в экономном автономном режиме с соблюдением норм и Правил охраны труда, пожарной, промышленной и экологической безопасности РФ.
Назначение
Комплекс предназначен для обработки рам автомобилей КАМАЗ.
- максимальные габариты изделия: 12000х1600х700 мм;
- допустимый вес изделия – 1,5 т;
- площадь окрашиваемой поверхности (на 1 изделие): 30 м2;
- группа сложности кабины – III;
- количество изделий в год - 24000 шт.;
- годовой фонд рабочего времени - 4815 часов;
- коэффициент использования оборудования - 0,85.
Изделие перемещается по верхней транспортной системе в полуавтоматическом и ручном режиме.
Для покрытия изделия используется анафорезный грунт AQUA АED 200. Допустимая толщина покрытия 21+-4 мкм.
Состав комплекса
Комплекс подготовки поверхности, окраски и сушки SPK имеет следующие внешние размеры: 60000х19000х5000 мм. В состав входят:
- Верхняя транспортная система.
- Камера Протирки проходного типа с внутренними размерами ДхШхВ: 14000х3700х4000 мм. SPK-14.4.4.
- Камера Окраски 1, для окраски в 2 слоя, тупикового типа с внутренними размерами ДхШхВ: 14000х3700х4000 мм. SPK-14.4.4.
- Камера Окраски 2, для окраски в 2 слоя, тупикового типа с внутренними размерами ДхШхВ: 14000х3700х4000 мм. SPK-14.4.4.
- Камера Сушки 1, для высокотемпературной сушки, тупикового типа с внутренними размерами ДхШхВ: 13000х1500х4000 мм. SPK-13.2.4.
- Камера Сушки 2, для высокотемпературной сушки, тупикового типа с внутренними размерами ДхШхВ: 13000х1500х4000 мм. SPK-13.2.4.
- Камера Сушки 3, для высокотемпературной сушки, тупикового типа с внутренними размерами ДхШхВ: 13000х1500х4000 мм. SPK-13.2.4.
- Зона Охлаждения, для обдува изделия цеховым воздухом. Имеет размеры ДхШхВ: 13000х1500х1000 мм.
- Зона контроля и дефектовки. Имеет размеры ДхШхВ: 14000х3700х4000 мм.
- Система автоматического порошкового пожаротушения камеры протирки, окраски, сушки.
Требуемые энергоносители
|
Природный газ |
||
|
№ |
Название |
Потребляемая мощность |
|
1 |
Камера Окраски 1 |
350 кВт |
|
2 |
Камера Окраски 2 |
350 кВт |
|
3 |
Камера Сушки 1 |
250 кВт |
|
4 |
Камера Сушки 2 |
250 кВт |
|
5 |
Камера Сушки 3 |
250 кВт |
|
ИТОГО (кВт): |
1 450 кВт |
|
|
ИТОГО (м3/час) |
170 м3/час |
|
|
Электричество |
||
|
№ |
Название потребителя |
Потребляемая мощность |
|
1 |
Верхняя транспортная система |
25 кВт |
|
2 |
Камера Протирки |
10 кВт |
|
3 |
Камера Окраски 1 |
40 кВт |
|
4 |
Камера Окраски 2 |
40 кВт |
|
5 |
Камера Сушки 1 |
7 кВт |
|
6 |
Камера Сушки 2 |
7 кВт |
|
7 |
Камера Сушки 3 |
7 кВт |
|
8 |
Зона Охлаждения |
7 кВт |
|
9 |
Зона дефектовки |
10 кВт |
|
ИТОГО (кВт): |
153 кВт |
|
Краткое описание комплекса подготовки поверхности, окраски и сушки
Изделия поступает в работу в положении, позволяющем производить их протирку и окраску одновременно с двух сторон. Когда изделие на передаточной телеге подаётся под траверсу верхней транспортной системы, оно поднимается на вилочном погрузчике заказчика и вручную закрепляется на траверсе. Из зоны загрузки изделие перемещается в камеру протирки.
Камеры Окраски 1, 2 и Камеры мушки 1, 2, 3 выполнены из металлического силового каркаса и сэндвич панелей толщиной 50 мм. Камера протирки выполнена из металлического каркаса и профилированного металлического листа. Каждая камера оборудована сервисными дверьми с системой безопасного выхода «Антипаника». Во всех камерах предусмотрена технологическая вентиляция, освещение и система безопасности.
Камера Протирки
В камере протирки изделия обрабатываются вручную растворителем (нефрас) и салфетками. Для безопасной работы в камере установлено освещение 750 Лк и оборудована взрывобезопасная вытяжная вентиляция, со скоростью обдува 0,1 м/с по всей площади камеры. В камере так же осуществляется установка заглушек на резьбовые соединения и поверхности. Допустима работа до 2-х операторов одновременно.
Камера Окраски 1 и 2
Окраска изделия производится в 2 слоя. Небольшая сушка между слоями обеспечивается длиной изделия: пока сохнет одна часть изделия, на вторую наносится краска. Возможно обеспечение работы 2 операторов одновременно (используются инструменты для пневматического распыления). Для равномерного освещения в камере установлены люминесцентные лампы повышенной яркости (освещенность составляет 1000 Лк). Вентилирование помещения производится скоростью 0,2 м/с, а для очистки воздуха используется метод 3-ступенчатой сухой фильтрации:
- Механический лабиринтный фильтр.
- Краскоостанавливающий стекловолоконный фильтр класса G
- Карманный фильтр G4 внутри вентиляционной установки.
Нанесение второго слоя ЛКМ осуществляется методом «мокрым по мокрому».
Камеры сушки
В комплексе предусмотрено три тупиковых камеры сушки. Сушка изделия осуществляется в течении 30 минут при температуре 80оС. Для нагрева воздуха применяется газовый воздухонагреватель внутреннего сгорания газа. Циркуляционными жаростойкими вентиляторами обеспечивается скорость воздуха 0,23 м/с. Отработанный воздух удаляется на улицу.
Сама Камера выполнена из сэндвич-панелей толщиной 50 мм.
Зона охлаждения
Здесь изделие обдувается со скоростью 0,3 м/с в течении 10 минут до температуры поверхности изделия 40оС. Обдув происходит цеховым воздухом, после фильтрации. Воздух проходит через вентиляционный короб под изделием, фильтрацию и через осевые вентиляторы подаётся с большой скоростью на изделие по всей длине.
Зона Дефектовки
Место, где подвергается визуальному контролю, докраске и снятию защитных заглушек. В зоне обеспечено освещение 1000 Лк.
После дефектовки изделие поступает в зону разгрузки. В зоне разгрузки с помощью вилочного погрузчика и передаточной телеги заказчика изделие снимается с траверсы.
Рама для автомобилей направления ЗИСТ МО РФ окрашивается в 4 слоя, по этому после дефектовки оно не снимается с верхней передаточной телеги, а возвращается на ней снова в начало линии и проходит по второму кругу, во время которого будет производиться нанесение 3 и 4-ого слоя эмали и её сушка.
Линия оснащена системой автоматики и системой автоматического пожаротушения в камерах протирки, окраски и сушки. Освещении и вентиляция взрывобезопасны.
Цветовое решение камер: снаружи стандартный RAL по выбору заказчика (по умолчанию RAL 9003, белый), изнутри RAL 9003 антибликовый. Цвет каркаса RAL 5015 (по умолчанию).
Описание камеры протирки SPK-14.4.4
Камера протирки предназначена для обезжиривания изделия, протирки салфетками двумя операторами и установкой защиты и заглушек на резьбовые соединения. Камера имеет внутренние размеры ДхШхВ: 14000х3700х4000 мм. Камера состоит из металлического каркаса, обшитого профилированным металлическим листом. В камере двое ручных распашных двухсекционных ворот. Время обработки - 10 минут.
В камере предусмотрены верхние светильники под углом 45о, обеспечивающие освещение 750 Люкс.
В камере предусмотрен фальшь-пол высотой 700 мм для организации вытяжки и поднятия рабочего положения оператора. Предусмотрено две сервисных аварийных двери.
В камере предусмотрена вытяжка с производительностью 18 000 м3/час, обеспечивающая скорость обдува 0,1 м/с.
Камера оборудована надежной автоматической системой пожаротушения.
Для работы камеры необходимо обеспечить поступление не менее 10 кВт электрической энергии.
Табличное описание камеры протирки SPK-13.4.4
|
Размеры камеры |
|||
|
Внутренние размеры камеры (ДхШхВ): |
14000х3700х4000 мм |
Внешние размеры камеры (ДхШхВ): |
14100х3800х5150 мм |
|
Камера |
|||
|
Конструкция стен |
Стальной силовой каркас с обшивкой профилированным листом |
Конструкция крыши |
Прямая. Стальной силовой каркас с обшивкой профилированным листом |
|
Воздухообмен в камере |
|||
|
Направление потока воздуха |
Нисходящий поток сверху вниз |
Вытяжные отверстия |
Вытяжка через напольные решётки |
|
Кратность воздухообмена |
87 крат в час |
Скорость воздушного потока |
0,1 м/с |
|
Основные ворота |
|||
|
Тип ворот |
Распашные двухстворчатые ворота ручные |
Просвет ворот (ШхВ) |
3000х4000 мм |
|
Количество ворот |
2 шт. |
Материал ворот |
Сталь |
|
Сервисные двери |
|||
|
Количество дверей |
2 шт. |
Размеры дверей (ШхВ) |
800х2000 мм |
|
Расположение дверей |
В боковых стенах |
Двери оборудованы системой "Антипаника" |
|
|
Освещение |
|||
|
Освещенность |
750 Люкс |
Степень пыле-влаго защиты светильника |
IP65 |
|
Плафоны верхнего света под углом в 45 градусов |
14 плафонов по периметру по 4 лампы по 58 Вт |
Электрическая мощность светильников |
3,25 кВт. |
|
Вытяжной вентилятор |
|||
|
Количество вентиляторов |
вентилятор (18)- 1 шт. |
Расположение вентилятора |
Сбоку камеры |
|
Материал каркаса вентилятора |
Оцинкованный корпус |
Общее количество вентиляторов вытяжке |
1 шт. |
|
Производительность вентилятора |
18 000 м3/час_500 Па. |
Мощность вентилятора |
5,5 кВт |
|
Исполнение по взрывозащите |
Взрывозащищенное - IIB T4 |
|
|
|
Электрическое питание камеры |
|||
|
Питание двигателей |
3х380В/50Гц |
Питание освещения |
220В/50Гц |
|
Общая потребляемая мощность камеры до 10 кВт |
Управляющее питание |
220В/50Гц |
|
Описание камеры окраски 1 и 2 - SPK-14.4.4
Камера окраски предназначена для окраски изделия в два слоя и обеспечивает одновременную работу сразу 2 операторов. В качестве покрытия применяется эмаль ЭП-1236. Камера имеет внутренние размеры 14000х3700х4000 мм. Состоит из металлического каркаса, обшитого сэндвич-панелями.
Через распашные ворота в помещение вручную закатываются изделия. Операторы наносят эмаль на изделие в два слоя «мокрым по мокрому», с межслойной сушкой. После завершения окраски изделие выкатывается обратно на подвесную поперечную телегу. Нанесение эмали происходит всегда от одной стороны длинномерного изделия к другой, это обеспечивает десятиминутное межслойное высыхание. Время окраски в два слоя - 20 минут.
В камере предусмотрены верхние светильники под углом 45о и боковые светильники, обеспечивающие освещение 1000 Люкс.
В камере предусмотрен фальшь-пол, высотой 700 мм., для организации вытяжки и поднятия рабочего положения оператора. Предусмотрено две сервисных аварийных двери.
Воздухообмен в камере обеспечивается приточно-вытяжным агрегатом (35000 м3/час). В состав вентиляционного агрегата входит приточный и вытяжной вентиляторы, фильтры грубой очистки G4 (карманного типа), газовый теплообменник нагрева воздуха, газовая горелка с мультиблоком управления, пластинчатый рекуператор тепла.
Изделия обрабатывают методом пневматического распыления, поэтому имеет место большой перепыл краски и, как следствие, большое количество краски в воздухе. Для улавливания такого объёма краски применена система лабиринтных фильтров, установленных в фальшполе. Лабиринтные фильтра имеют большую ёмкость (до 7 кг/м2) и легки в обслуживании. Они обслуживаются сервисным специалистом во время работы камеры, без её остановки. Очистка Лабиринтных фильтров происходит поштучно - необходимо снять один элемент лабиринтного фильтра (25 кг) с помощью специального приспособления, после чего с внутренней поверхности лабиринтного фильтра снимается алюминиевая фольга с осевшей краской, устанавливается новая фольга, а старая перемещается для очистки.
Для обеспечения равномерного потока воздуха в камере применён потолочный пленум, выполняющий функцию камеры статического давления. На выходе из пленума в камеру по всей площади камеры установлен рулонный фильтр тонкой очистки класса F5.
Камера оборудована передвижной платформой для маляров. Платформа оснащена тормозом. Назначение платформы - обработка изделия в верхней части.
Камера оборудована системой автоматического порошкового пожаротушения.
Для работы камеры необходимо:
- 40 кВт электрической энергии;
- 302 кВт тепловой энергии газа,
Табличное описание камеры окраски SPK-14.4.4
|
Размеры камеры |
|||
|
Внутренние размеры камеры (ДхШхВ): |
14000х3700х4000 мм |
Внешние размеры камеры (ДхШхВ): |
14100х3800х4450 мм |
|
Камера |
|||
|
Конструкция стен |
Стальной силовой каркас с сэндвич панелями |
Толщина сэндвич панелей |
50 мм. |
|
Конструкция крыши |
Прямая. Стальной силовой каркас с сэндвич панелями |
Толщина стали сэндвич панелей |
0,6 мм |
|
Потолочный фильтр |
Рулонный. SP600G. |
Материал наполнения сэндвич панелей |
Минеральная вата на основе базальтового волокна |
|
Площадь потолочного фильтра |
48 м2 |
Плотность наполнения сэндвич панелей |
32 кг/м³ |
|
Необходимость подготавливать фундамент |
Нет необходимости |
Свойства наполнителя сэндвич панелей |
Негорючий, пропитанный антисептиком |
|
Наличие лабиринтных фильтров |
Есть В фальшполе |
Площадь лабиринтных фильтров |
26 м2 |
|
Воздухообмен в камере |
|||
|
Направление потока воздуха |
Нисходящий поток сверху вниз |
Вытяжные отверстия |
Вытяжка через напольные решетки |
|
Кратность воздухообмена |
169 крат в час |
Скорость воздушного потока |
0,19 м/с |
|
Основные ворота |
|||
|
Тип ворот |
Распашные двухстворчатые ворота, ручные |
Просвет ворот (ШхВ) |
3000х4000 мм |
|
Количество ворот |
1 шт. |
Материал ворот |
Сталь |
|
Сервисные двери |
|||
|
Количество дверей |
2 шт. |
Размеры дверей (ШхВ) |
800х2000 мм. |
|
Расположение дверей |
В боковых стенах |
Двери оборудованы системой "Антипаника" |
|
|
Освещение |
|||
|
Освещенность |
1000 Люкс |
Каркас крепления светильников |
Стальной каркас |
|
Плафоны верхнего света под углом в 45 градусов |
16 плафонов по периметру по 4 лампы по 58 Вт |
Степень пыле-влаго защиты светильника |
IP65 |
|
Плафоны бокового света встроенные в стены |
16 плафонов по 4 лампы по 36 Вт |
Электрическая мощность светильников |
6,02 кВт. |
|
Приточно вытяжной агрегат |
|||
|
Количество вентагрегатов |
Вентагрегат SP(35) - 1 шт. |
Расположение агрегатов |
Сбоку камеры |
|
Материал каркаса вентагрегата |
Каркас выполнен из алюминевого профиля с сэндвич панелями |
Регулировка направления потоков воздуха |
Автоматическая заслонка с электрическим приводом |
|
Общее количество вентиляторов в притоке и вытяжке |
2 шт. |
Производительность каждого вентилятора |
35 000 м3/час_800Па |
|
Мощность каждого вентилятора |
15 кВт. |
Регулировка производительности всех вентиляторов |
Через частотные преобразователи |
|
Подогрев воздуха |
|||
|
Способ подогрева |
Теплообменник с горелкой на природном газе |
Количество теплообменников |
1 шт. |
|
Обвязка теплообменников |
Газовая горелка с газовой обвязкой |
||
|
Система контроля технологических режимов |
|||
|
Способ управления |
Контроллер и дублирующее реле |
Интерфейс ввода/вывода для оператора |
Сенсорная панель управления на отдельной стойке |
|
Электрическое питание камеры |
|||
|
Питание двигателей |
3х380В/50Гц |
Питание освещения |
220В/50Гц |
|
Общая потребляемая мощность камеры до 40 кВт. |
Управляющее питание |
220В/50Гц |
|
Описание камеры сушки 1, 2, 3 SPK-13.2.4
Камера сушки предназначена для высокотемпературной сушки изделий, окрашенных эмалью. Камера имеет внутренние размеры 13000х1500х4000 мм. Камера состоит из металлического каркаса, обшитого сэндвич панелями, толщиной 50 мм. В камере одни распашные ручные ворота. Сушка происходит обдувом горячим воздухом с температурой 80оС, происходит температурно-химическая полимеризация эпоксидной эмали.
В камере нет фальшь-пола, вытяжка предусмотрена в нижней части торцевой стены.
Циркуляция горячего воздуха в камере обеспечивается одним вентиляционным сушильным агрегатом, производительностью 18000 м3/час. В состав вентиляционного агрегата входит циркуляционный вентилятор, газовый теплообменник нагрева воздуха, газовая горелка с газовым мультиблоком управления, воздушный клапан подсоса воздуха из цеха, вытяжной жаростойкий вентилятор обновления воздуха (Происходит 10% обновление воздуха, производительность вытяжного вентилятора - 1800 м3/час).
Вентиляционные сушильные агрегаты располагаются с торца камеры. Поток воздуха - диагональный.
Камера оборудована системой автоматического порошкового пожаротушения.
Для работы камеры необходимо:
- 7 кВт электрической энергии;
- 200 кВт тепловой энергии газа.
Табличное описание камеры сушки SPK-13.2.4
|
Размеры камеры |
|||
|
Внутренние размеры камеры (ДхШхВ): |
13000х1500х4000 мм |
Внешние размеры камеры (ДхШхВ): |
13100х4100х4450 мм |
|
Камера |
|||
|
Конструкция стен |
Стальной силовой каркас с сэндвич панелями |
Толщина сэндвич панелей |
50 мм. |
|
Конструкция крыши |
Прямая. Стальной силовой каркас с сендвич панелями |
Толщина стали сэндвич панелей |
0,6 мм. |
|
Материал наполнения сэндвич панелей |
Минеральная вата на основе базальтового волокна |
Плотность наполнения сэндвич панелей |
32 кг/м³ |
|
Необходимость подготавливать фундамент |
Камера без фундамента |
Свойства наполнителя сэндвич панелей |
Негорючий, пропитанный антисептиком |
|
Воздухообмен в камере |
|||
|
Направление потока воздуха |
Диагональный |
Вытяжные отверстия |
Вытяжка через нижнюю часть торцевой стены |
|
Кратность воздухообмена |
231 крат в час |
|
|
|
Основные ворота |
|||
|
Тип ворот |
Распашные двухстворчатые ворота |
Просвет ворот (ШхВ) |
1500х4000 мм |
|
Количество ворот |
1 шт. |
Материал ворот |
Сталь |
|
Вентиляционный сушильный агрегат |
|||
|
Количество вентагрегатов |
Вентагрегат SP(18) - 1 шт. |
Расположение агрегатов |
Сбоку камеры |
|
Материал каркаса вентагрегата |
Каркас выполнен из алюминиевого профиля с сэндвич панелями |
Регулировка направления потоков воздуха |
Автоматическая заслонка с электрическим приводом |
|
Общее количество вентиляторов в притоке и вытяжке |
1 шт. |
Производительность вентилятора |
18 000 м3/час, 500 Па |
|
Мощность вентилятора |
5,5 кВт |
Регулировка производительности вентилятора |
Через частотный преобразователь |
|
Подогрев воздуха |
|||
|
Способ подогрева |
Теплообменник с горелкой на природном газе |
Количество теплообменников |
1 шт. |
|
Обвязка теплообменников |
Газовая горелка с газовой обвязкой |
Мощность газового нагрева |
1*200 кВт |
|
Время прогрева камеры сушки |
20 мин. до 80 гр.С |
Обновление воздуха |
10% 1800 м3/час |
|
Система контроля технологических режимов |
|||
|
Способ управления |
Контроллер и дублирующее реле |
Интерфейс ввода/вывода для оператора |
Сенсорная панель управления на отдельной стойке |
|
Электрическое питание камеры |
|||
|
Питание двигателей |
3х380В/50Гц |
Питание освещения |
220В/50Гц |
|
Общая потребляемая мощность камеры до 7 кВт. |
Управляющее питание |
220В/50Гц |
|
Описание зоны охлаждения SPK-13.2.1
Зона Охлаждения предназначена для охлаждения изделий после камер высокотемпературной сушки до температуры поверхности 40оС. Зона имеет размеры 13000х1500 мм. Зона обладает воздушным коробом, расположенным на нулевой отметке, размерами 12000х1500х1000 мм. В боковых стенках воздушного короба установлены воздухозаборные решётки, оснащённые сменными фильтрами G4.
В верхней части короба установлены осевые высокоскоростные вентиляторы, обеспечивающие обдув изделия по всей длине.
- общее количество осевых вентиляторов - 10 шт.;
- диаметр осевого вентилятора - 400 мм;
- производительность осевого вентилятора - 5000 м3/ч;
- скорость обдува изделия - до 11 м/с.
Для работы камеры необходимо 7 кВт электрической энергии.
Описание зоны дефектовки SPK-13.4.4
Зона Дефектовки предназначена для оценки качества ЛКП, выявление дефектов и их устранение, снятие защиты и заглушек с резьбовых соединений. Зона имеет внутренние размеры ДхШхВ: 13000х3700х4000 мм. Зона состоит из металлического каркаса, с установленным освещением.
В камере предусмотрены верхние светильники под углом 45о и боковые светильники, обеспечивающие освещение 1000 Люкс. Предусмотрен фальшпол высотой 700 мм, обеспечивающий достаточное пространство для монтажа вытяжки и поднятия рабочего положения оператора.
Воздухообмен в зоне обеспечивается одним вытяжным агрегатом, производительностью 10000 м3/час. Для работы камеры необходимо 10 кВт электрической энергии.
Камеры комплекса
Камеры комплекса имеют силовой стальной каркас, обеспечивающий жёсткость конструкции. Элементы каркаса имеют покрытие, стойкое к высоким температурам, органическим растворителям и влаге.
Стены кабины состоят из силовых стоек (колонн) и набранных сэндвич панелей с замком "шип-паз". Это обеспечивает высокую прочность конструкции.
Потолок не имеет силового каркаса и закрывается потолочными сэндвич панелями.
Модуль Каталогов не установлен
Интересует Линия подготовки, окраски и сушки рам КАМАЗа в городе Самаре? Мы работаем по Самарской области. Осуществляем доставку. Чтобы купить оборудование на нашем сайте https://samara.spk-group.pro, просто позвоните по телефону 8-800-500-31-68 или оставьте заявку в форме обратной связи. Наши менеджеры свяжутся с вами, уточнят цены и все возможные детали заказа.